



数控铣床的主要功能:
6.旋转功能:铣床上该功能可将编好的加工程序在加工平面内旋转任意角度来执行。
7.子程序调用功能:有些零件需要在不同的位置上重复加工同样的轮廓形状,将这一轮廓形状的加工程序作为子程序,在需要的位置上重复调用,就可以完成对该零件的加工。齐头锯
8.宏程序功能:该功能可用一个总指令代表实现某一功能的一系列指令,并能对变量进行运算,使程序更具灵活性和方便性。





数控铣床刀具的径向跳动怎么办?
2、使用有力的工具
提高工具强度的主要方法有两种。一是在相同径向切削力下增加刀杆直径,刀杆直径增加20%,刀杆径向跳动量可减少50%。二是缩具的延伸长度。刀具的长度越大,数控铣床加工过程中刀具的变形越大,加工时间的变化也越大。刀具的径向脉冲会不断变化,从而导致工件的变形。表面不光滑。刀具的长度减少了20%,径向跳动能力也减少了50%。
齐头锯
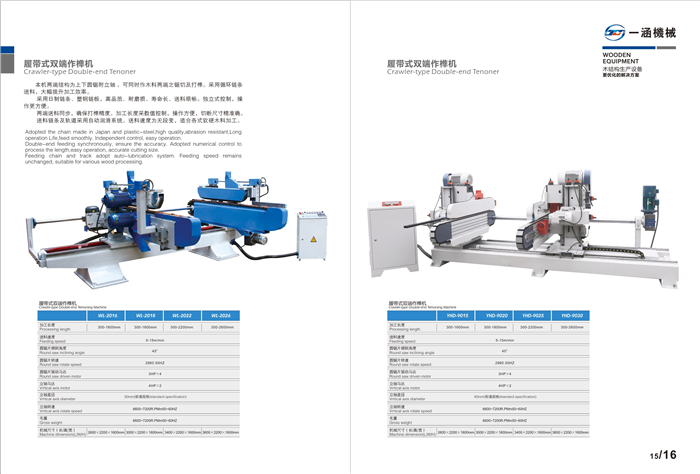
双端铣榫机的铣刀与电机
这两把铣刀可是很有学文的,好的铣刀每一把都是上千元,好得铣刀洗出来的榫头更加的圆滑,表面更加光洁,劣质的榫刀会导致榫头毛刺比较好别多,有可能开劈。一般合金刀具就是相应的好的,合金刀在光泽和重量上和普通的刀具有很一定的区别,合金刀的分量远比普通额刀具更加重。
说完刀,就说说电机和轴承,电机肯定还是伺服电机控制系统,基本上和单榫机是一样的,只不过双端开榫机的伺服电机需要的数量要大于单头的额开榫机,系统肯定也是在单头数控开榫机的基础上不断的延伸出来的,主要就是填数操作为基础。
齐头锯






 在线客服
在线客服 0757-22195090
0757-22195090 yihanjixie@163.com
yihanjixie@163.com


